【節蒸気®】― 究極の工場コスト削減・省エネ を実現する 特許取得スチームトラップ 【エネトラップ】公式サイト
FAX:03-6859-8401
E-mail:info@enetrap.jp
お気軽にお問合せください
03-6859-8520
エネトラップ
エネトラップ®とは
エネトラップは、可動部を持たない ノズル式スチームトラップ です。
可動部を持たないことは、故障が少なく、静かにドレンを排出し、ボイラーから各種蒸気使用設備までの送気を安定させ、安定操業 を実現する効果があります。
従来型トラップ (可動式)
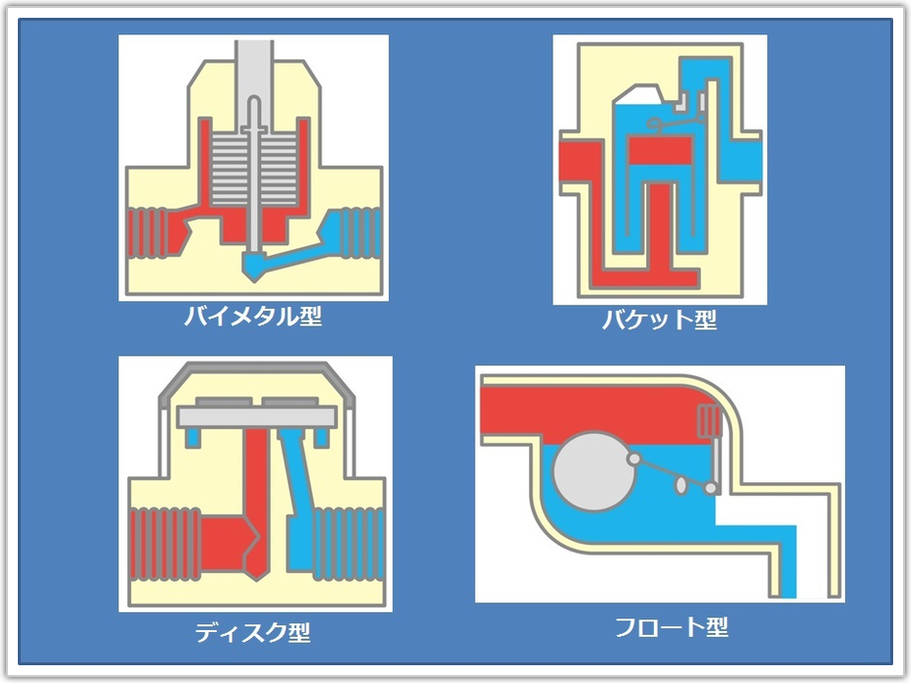
従来型トラップ の 代表的な構造のものを挙げてみました。
内部構造はともかく、既存の設備でよく見かけるものばかりです。
例えば フロート式 ではドレイン(青色)が溜まり、フロートを持ち上げ、排水弁を開けます。その際ドレインが排出されますが、同時に蒸気を高圧で送っているため、排水弁が閉まるまで 生蒸気 も 一部漏れることになります。
いずれもドレイン排出のため フロート、弁、バイメタル など 動作部分 があり、激しい動作によっては 破損したり、蒸気漏れ を起こし、設計時の性能を維持できません。
また、ボイラー運転開始時(配管が冷えているため大量のドレイン発生)に合わせて、大容量のトラップを取り付けていたことが 蒸気損失の原因 でした。
従来型トラップ (可動部なし)
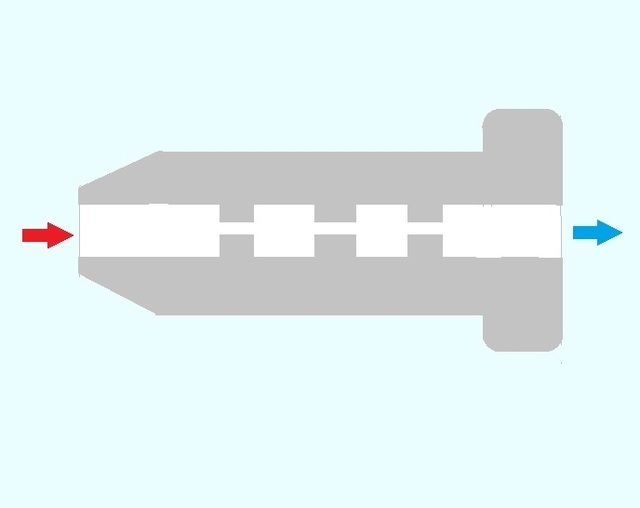
従来型トラップにも オリフィス式 と呼ばれ、可動部を持たないものがあります。
化学工学分野では、オリフィスは前後に圧力差を発生させるものとして有名なものですが、現実の応用面ではいくつか問題があります。
1.先端部の腐食
オリフィス先端部にもっとも高速の流体が常時触れているため、腐食などにより、先端が破損、蒸気漏れの原因となったり、小口径の場合には 目詰まりの原因 となります。
2.負荷変動に弱い
配管径とオリフィス径、流体の流速で前後の圧力が決まるため、定圧、定速の蒸気流であれば目的の機能を発揮しますが、現実には 負荷変動(機器の使用状態の変化)があるため、一定のドレイン排出 が期待できません。
ノズル式 新スチームトラップ 【 エネトラップ® 】
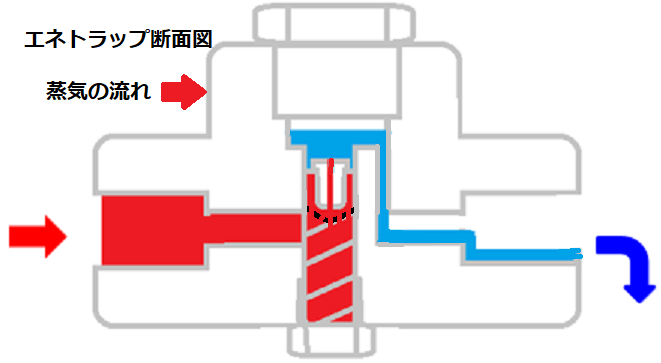
図は エネトラップ® の概念図です。
飽和蒸気が左からやってきます。(青→ が ドレイン水)
下方の ステンレスワイヤメッシュ で配管内の鉄錆などの異物が濾過され、ノズルに向かいます。
ドレインは 蒸気よりも先にノズルを通過し、右の排水系に流れ出していきます。
お分かりのように フロート式 や バイメタル式 スチームトラップなどと異なり、エネトラップ® には 可動部がありません。
ノズル式エネトラップ が 適正排出 を可能にします。
ドレン が 蒸気 より 先に通過する理由
既設トラップ と【エネトラップ®】の 性能比較試験 デモ (例)
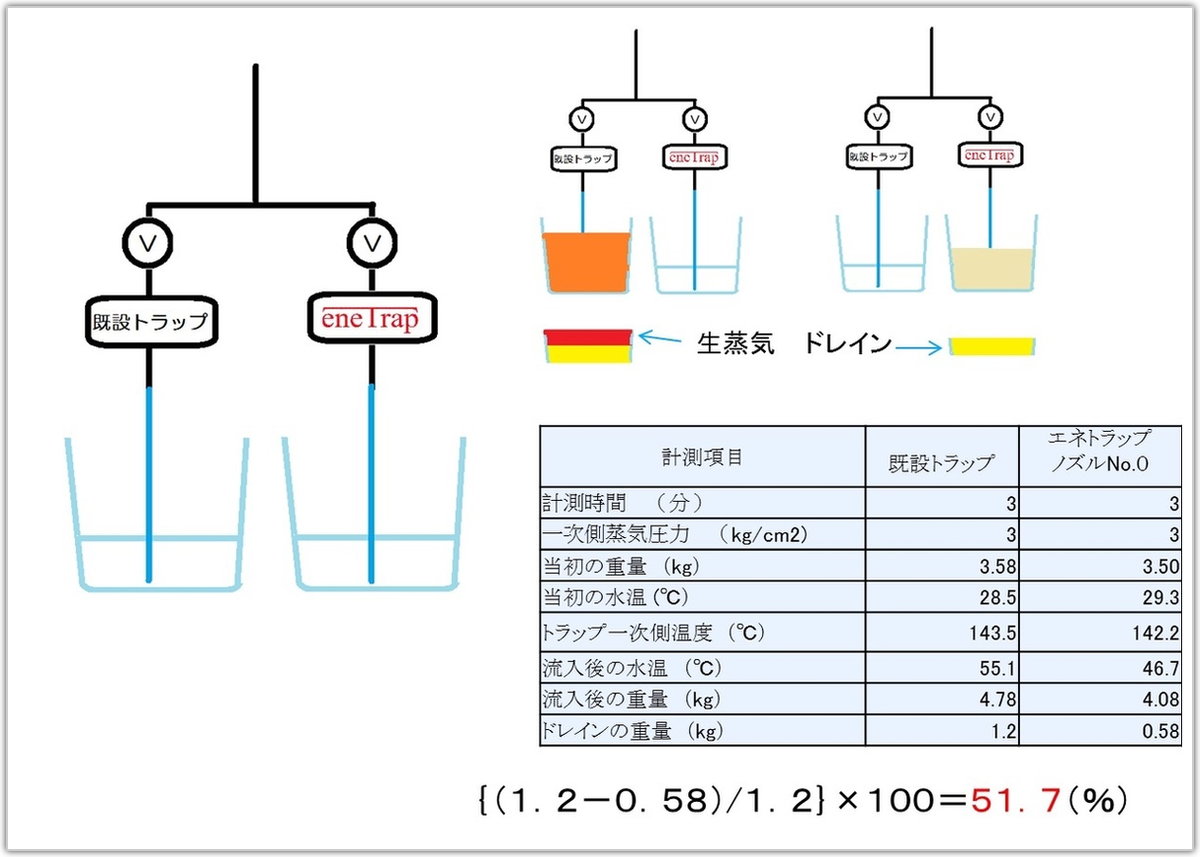
既設トラップをできるだけ予備の新品に換え、トラップ設置場所でのドレン量を計測します。
既設トラップでは同伴蒸気と称する蒸気をドレン排出時に吐き出していますので、ホースの先端をドレン回収容器(バケツ)の水の中まで引きこんで、瞬時にドレンに換えて計測します。
この比較試験は ISO7841 という国際規格に規定がありますが、工場の実情 に合わせて、負荷変動 の影響 をなるべく受けないように実施することが重要です。
詳細 は お問い合わせください。
既設トラップ で出てきた ドレン と 生蒸気(kg)から、
エネトラップ の ドレン と 生蒸気(kg)を引いたものが、
【 その場所での蒸気漏れ量 】 と言えます。
「その蒸気漏れ量が、既設トラップの排出量 の 何%に当たるのか」を計算したものが、上記の例(51.2%)です。
実際には 回収容器内の 水の重量 と 水温 を 試験前後で測定していますので、
損失熱量 も計算し、さらに稼動時間(h/d)、年間稼動日数(d/y)、
そして 蒸気単価(円/kg)を掛け算して、【 年間の損失金額 】を算出します。
【 エネトラップ® ETS 】の 7大特徴
エネトラップ の特徴 | 効 果 | 説 明 | |
1 | 高い耐久性 | ・ステンレス鋼製 ・可動部無し | 総ステンレス製で可動部がないことから高い耐久性を持っています。 |
| 2 | 高い省エネ性能 | ・適正ノズルで 蒸気漏れ抑制 ・燃料費大幅削減 | 燃料費の削減を、導入後すぐに実感していただけます。 燃料の削減=脱炭素 |
| 3 | 高いメンテナンス 性能 | ・適宜フラッシュ 洗浄 ・管理人件費削減 | メンテナンスは容易ですが、設置当初は周辺配管からのサビ対策、プラント全体の運転状態最適化のために、当方の技術者を充てることをお薦めします。 |
| 4 | 高い周辺コスト 削減性能 | ・ボイラー寿命 ・軟水器寿命 ・水削減 | 蒸気ロスの削減により、ボイラーの燃焼自体を抑え、ボイラー周りのすべてに削減効果が期待できます。管理人件費に最大効果? |
| 5 | 高い省エネ活動 向上性 | ・バイパス回路構成 ・蒸気回収意識醸成 | 弊社技術者が設置場所の選定、試験、削減効果算出、設置工事を行いながら、工場担当者にも経験を積んでもらいます。 |
| 6 | 高い清浄環境 創生性 | ・カビ等の発生抑制 | 無駄な蒸気排出が無いことで、工場内の空気環境が変化します。 |
| 7 | 高い | ・省エネ効果 ・CO2削減効果 ・騒音対策効果 | 総合的な環境対策ができるので、関係省庁への対応、環境ISOの環境報告書などで効果がうたえます。 |
【 ドレン回収システム 】ご採用 の場合も
ドレン回収システムを採用している場合もエネトラップ導入で大きなメリット

食品工場
【 事例1 】食品工場
HACCP対策 はもちろん、最新鋭の機械 を導入して フル生産状態 の 当該工場では、エネトラップ導入試験時、【機械下部のドレン回収ライン】が 全て切断 されていました。
理由 は「トラップが壊れると、生蒸気 が 回収ラインに入り、回収ポンプ を 壊してしまう」とのこと。
エネトラップ導入後、【 ドレン排出 の 安定性 】を確認し、「改めて 回収ラインを接続する」との決定 になりました。

【 事例2 】 タイヤ製造 世界的メーカー
エネトラップ導入検討時 の 性能比較試験 で、従来型トラップとの 比較で 30%~50% の 漏えい蒸気削減。
【 ドレン回収ライン 】を持つため、タイヤ製造の心臓部 の 1ライン全てのトラップ を エネトラップに替え、長期(2年半)の試験 を敢行。
【 ドレン回収ライン 】でも ★12%以上 の 漏えい蒸気削減効果 を 確認して、
全社的【 推薦品 】指定 を受け、全国・全世界 の 工場 に展開中。
【ドレン回収システム】でも 大きなメリット(まとめ)
◆ お訪ねした【 ドレン回収システム 】を 採用している いくつかの工場さまでは、
① 従来トラップが 破損していることに気づかず、高温の生蒸気 が どんどん噴出して、高額のドレン回収ポンプ を (頻繁に) 駄目にした
② 高温のドレン(高温の 漏えい蒸気 混じり)が戻ってくるので、
水を大量に加えて 冷やして 回収利用 している。
③ 工場全体の回収システム が かなり高圧で設計されているため、
工場末端の蒸気使用設備 では、例えば 155℃ で蒸気を使用し 135℃ で戻しており ( 2次側の温度 を 高く保っている) ので、かなりエネルギーロスの印象 がある。
などの声 を お聞きしました。
★ エネトラップ導入で【 一定温度 での ドレンの安定排出 】・
【 高温 の 生蒸気漏れ シャットアウト 】により、これらの問題 は 解消されます。
【ドレン回収システム 】を 採用していても、
従来型トラップ の 2次側 で 蒸気漏れ を起こしていれば、
程度はともかく「熱を無駄にしてること」に違いはありません。
【 世界的トップメーカー の 2年半にわたる長期テスト 】にも パスし、
エネトラップ導入 により 【 ドレン回収システム 】内 においても、
★【 2桁 % 以上 の 蒸気コスト削減効果 】 が 実証されました。

